冲压模具面压的设计R要求。(T=料厚)
1;关于面压模凹模的处理,由于产品料厚薄有异造成加工的方法和面压方式不同,现规范料厚区域的加工和面压方式;
1.1) T≤0.2时底面R取R0.1,若CNC加工精度不够的情况下可以采用电火花的加工方式
1.2) 0.2<T≤0.5时底面R取R0.1~R0.2,若CNC加工精度不够的情况下可以采用电火花的加工方式
1.3) 0.5<T≤0.8时底面R取R0.2~R0.4,若CNC加工精度不够的情况下可以采用电火花的加工方式
1.4) 0.8<T≤1.5时底面R取R0.4~R0.6,若CNC加工精度不够的情况下可以采用电火花的加工方式
1.5) 1.5<T≤3时底面R取R0.8~R1.0,若CNC加工精度不够的情况下可以采用电火花的加工方式
咨询热线
15920074429
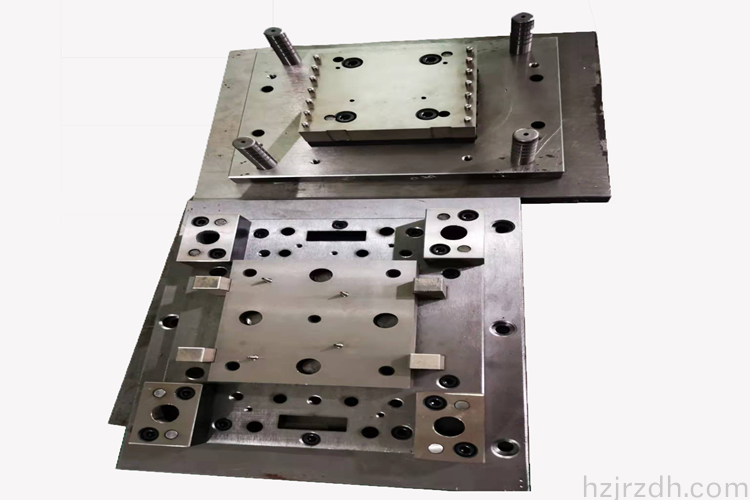
常见五金冲压模具分类:
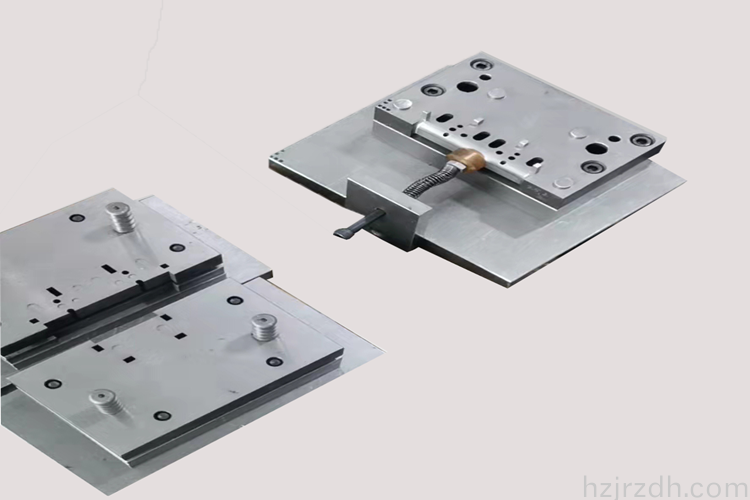
1.单冲模,这是模具当中最简单的一种模具,一性成形即可,在冲压机的一次动作中,只完成一道冲压工序的模具。
2.复合模,只有一个工序与动作,在冲压机的一次动作中,在同一工序上同时完成两道或两道以上五金冲压工序的模具。
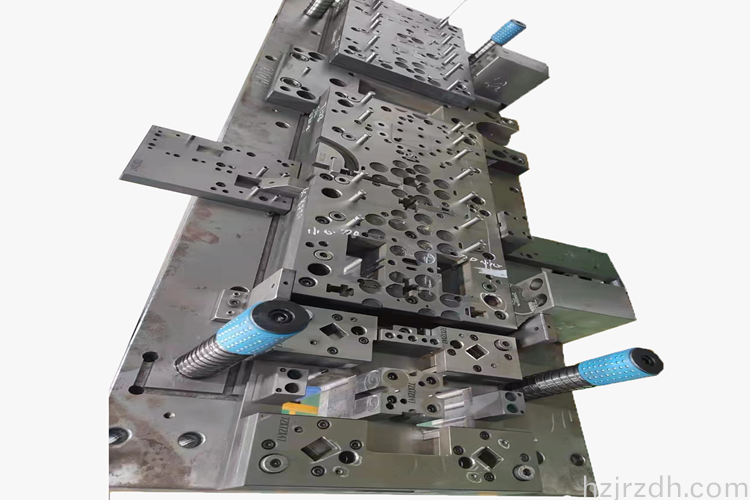
3.连续模,有些师傅也称级进模,这是模具当中比较难的一种模具,利用自动材料送进器,同时具有两个或更多的工序,在冲压机的一次动作中,在不同的工序上逐次完成两道或两道以上冲压工序的模具。
4.传递模,综合了单工序模和连续冲压模的特点,利用机械手传递系统,实现产品的模内快速传递,可以大大提高产品的生产效率,减低产品的生产成本,节俭材料成本,并且质量稳定可靠,便于模具维修的特点。
浩鑫精密拥有30多台五金加工设备机器,并配备50多名专业操作人员,可承接工厂大批量的镍片、五金片等定制、不锈钢冲压件,铜冲压件和铝型材等五金冲压件加工、冲压模具等,来图来样定做加工各类精密五金冲压件产品。保质保量 按时交货 欢迎来电咨询:15920074429

全国服务热线:
15920074429
全国统一服务热线
15920074429
邮箱 :szhaoxinjingmi@163.com
总部地址:深圳市龙华区观澜石头角工业区11号